

一,、東岳加氣混凝土砌塊設(shè)備優(yōu)勢
東岳機械集團一直致力于加氣混凝土砌塊設(shè)備的開發(fā)和應(yīng)用。作為中國墻材革新委員會副主任單位,、中國加氣混凝土理事單位面向全球推廣加氣混凝土設(shè)備系統(tǒng)解決方案,,每一個加氣混凝土砌塊生產(chǎn)線解決方案都建立在優(yōu)化客戶個人愿望的基礎(chǔ)上,。
全球近400余條加氣混凝土砌塊設(shè)備正在不間斷的生產(chǎn)運行,他們運用的正是東岳機械的系統(tǒng)解決方案,用戶的主觀肯定和市場的客觀選擇鑄就了東岳在加氣混凝土設(shè)備領(lǐng)域的口碑,。
二、加氣混凝土砌塊設(shè)備工藝流程介紹
1. 原料儲備與處理
東岳通過對原料存放區(qū)的合理規(guī)劃,、改善原料處理方式來規(guī)避粉塵,、噪音、固廢等問題,,為工人營造一個舒適的工作環(huán)境,。
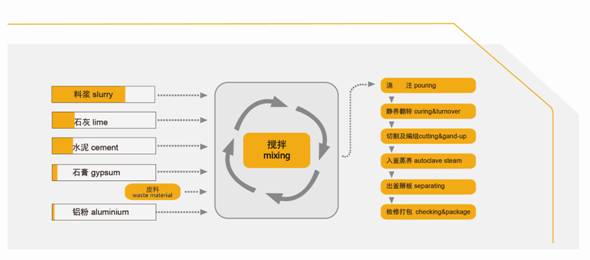
2. 計量配料澆注
料漿、膠結(jié)料,、石膏和鋁粉都分別通過相應(yīng)自動計量稱計量,,后在攪拌機內(nèi)高速攪拌,澆注到模箱后進(jìn)行氣泡梳理,。整個系統(tǒng)由PLC進(jìn)行自動化控制,,保證工序運行的精確和高效。
3. 靜停與切割
平穩(wěn)的靜??刂品绞娇煞乐古黧w發(fā)氣膨脹過程中對內(nèi)部結(jié)構(gòu)的損傷,,同時東岳提供的六面切割方案中,高效順暢的切割機和去廢皮翻轉(zhuǎn)裝置是核心設(shè)備,。
4. 蒸壓和成品處理
經(jīng)過蒸壓釜,,磚坯獲得強度和性能。出釜后的產(chǎn)品,,通過東岳新研發(fā)的掰板打包系統(tǒng),,不但提高產(chǎn)品合格率同時解決了砌塊、板材同時分離的難題,。
三,、加氣混凝土砌塊設(shè)備的配套設(shè)備
1、翻轉(zhuǎn)吊機組
將預(yù)養(yǎng)完成的坯體(帶模具,、模具側(cè)板)在空中翻轉(zhuǎn)90°,,并放置在切割小車上,,翻轉(zhuǎn)吊開鎖器將模具鎖臂開啟,坯體垂直放在側(cè)板上,,由切割小車運至切割區(qū)進(jìn)行切割,。
2、全自動分步式切割機組
翻轉(zhuǎn)吊具空中進(jìn)行90度翻轉(zhuǎn)脫模,,坯體垂直放置于側(cè)板上方,;由1#切割小車帶動坯體行至切割區(qū),先經(jīng)過橫切裝置,,按設(shè)定寬度對坯體進(jìn)行橫向切割,,對于加氣板材,坯體兩側(cè)需進(jìn)行銑槽處理,;后1#小車行至縱切裝置下方,,由液壓置換裝置將側(cè)板連同坯體頂起,縱切架帶動鋼絲做鋸裝擺動進(jìn)行縱向切割,。與此同時,,1#切割小車返回(運輸下一個坯體);2#切割小車行至縱切裝置下方,承載縱切好的坯體,,送至下個工作位置,。
3、去廢皮翻轉(zhuǎn)臺
由半成品吊具將完成切割的坯體連同側(cè)板放置到去廢皮翻轉(zhuǎn)臺的小滑車上,,并啟動電磁吸盤,,翻轉(zhuǎn)液壓系統(tǒng)啟動,將坯體連同側(cè)板翻轉(zhuǎn)90°,,去皮裝置由上而下運動,將廢料刮去,,翻轉(zhuǎn)液壓系統(tǒng)啟動翻回初始位置,,半成品吊具將坯體連同側(cè)板吊至釜前蒸養(yǎng)小車上。
4,、蒸壓釜
蒸壓釜是加氣混凝土生產(chǎn)過程中重要的設(shè)備之一,,其提供的高溫高壓環(huán)境是產(chǎn)品獲得強度和綜合性能的必要條件。
5,、移動式掰板機
蒸養(yǎng)完成的坯體連同側(cè)板被運輸裝置送至移動掰板機下,,移動掰板機從上層至下層依次掰開(掰開過程可根據(jù)成品的強度調(diào)整夾緊壓力),掰至底層后,,移動掰板機將全部成品夾起,,并移至砌塊成品打包線上,將砌塊放置在該打包線上后繼續(xù)將板材移至板材輸送打包線上,。
四,、加氣混凝土砌塊設(shè)備技術(shù)方案
1,、規(guī)模與產(chǎn)品方案
本項目擬建一年產(chǎn)20萬立方蒸壓加氣混凝土砌塊生產(chǎn)線。
產(chǎn)品規(guī)格按國家標(biāo)準(zhǔn)GB/T 11968-2006《蒸壓加氣混凝土砌塊》執(zhí)行,,還可根據(jù)用戶要求生產(chǎn)特殊規(guī)格尺寸的產(chǎn)品,。
2、產(chǎn)品與原料指標(biāo)要求
(1),、產(chǎn)品規(guī)格及性能指標(biāo)
|
產(chǎn)品品種 |
加氣混凝土砌塊 |
|
產(chǎn)品規(guī)格 |
4.8×1.2×0.6 m3/模,,砌塊尺寸按要求切割 |
|
產(chǎn)品重量 |
400-700 Kg/m3 (根據(jù)工藝配方控制) |
|
出釜抗壓強度 |
平均值3.5MPa,最小值2.8Mpa |
|
干燥收縮值 |
快速法條件下測定≤0.8mm/m,;標(biāo)準(zhǔn)法條件下測定≤0.5mm/m |
|
抗凍性 |
凍融循環(huán)15次后,,重量損失≤5%,強度損失≤20% |
|
導(dǎo)熱系數(shù) |
≤0.12-0.16W/m.k |
|
蒸壓時間 |
|
|
工作壓力 |
1.3Mpa |
(2),、 原材料要求
①水泥:生產(chǎn)蒸壓加氣混凝土砌塊采用石灰-水泥混合鈣質(zhì)體系,,可使用標(biāo)準(zhǔn)325#或者425#水泥。
②粉煤灰:所用粉煤灰應(yīng)符合JC/T 409-2001《硅酸鹽建筑制品用粉煤灰》標(biāo)準(zhǔn)中的要求,,主要技術(shù)指標(biāo)如下:
|
級別 指標(biāo)名稱 |
SiO2% |
SO3% |
燒失量% |
細(xì)度(0.045mm方孔篩篩余)% |
|
一等品 |
≥45 |
≤1. 0 |
≤5 |
≤30 |
|
合格品 |
≥40 |
≤2. 0 |
≤10 |
≤45 |
粉煤灰的放射性應(yīng)符合GB6763-2000的規(guī)定,。粉煤灰通過管道輸送裝置供給。
③生石灰:所用生石灰符合JC/T 621-1996《硅酸鹽建筑制品用生石灰》標(biāo)準(zhǔn)中的要求:
|
級別 指標(biāo)名稱 |
CaO+MgO |
MgO |
SiO2 |
未消化殘渣 |
|
一等品 |
≥75% |
≤5% |
≤5% |
≤10% |
|
合格品 |
≥65% |
≤8% |
≤8% |
≤15% |
④鋁粉:符合JC/T 407-2008《加氣混凝土用鋁粉膏》標(biāo)準(zhǔn),。
3,、工藝
(1)、主要原料配比
制品按B06級粉煤灰加氣混凝土砌塊(容重600kg/m3),,其設(shè)計配合比(按質(zhì)量計算):
粉煤灰:生石灰:水泥:石膏=70% : 17% : 10% : 3%
鋁粉 500g/m3,;水料比約0.6。
(2),、 工藝周期
澆注切割制度
澆注攪拌6分鐘
澆注料漿溫度40-45℃
坯體靜停時間1.5-2.5h
坯體靜停環(huán)境溫度45-55℃
靜停后坯體強度0.15-0.18MPa
切割周期6分鐘
蒸壓養(yǎng)護制度
進(jìn)出釜0.5h
抽真空0.5h(-0.06MPa)
升壓1.5h(-0.06到1.3MPa)
恒壓6h(1.3MPa)
降壓1.5h(1.3-0MPa)
合計10h
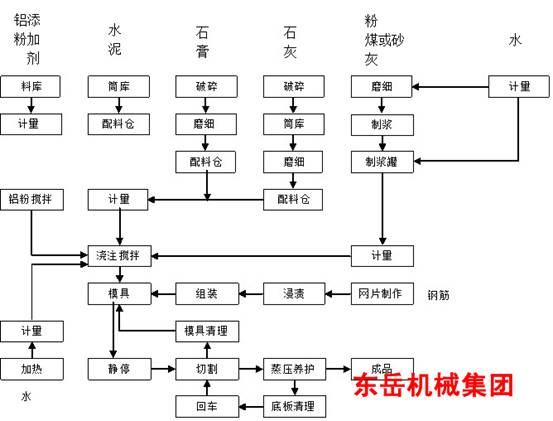
(3),、 工藝流程圖
(4)、工藝過程簡述
①,、干粉煤灰入倉存儲,。
②、石灰,、石膏進(jìn)廠后經(jīng)過破碎,、球磨,本工段工作制度為間歇式生產(chǎn),,原料進(jìn)廠后,,連續(xù)破碎成粒度≤25mm的顆粒,由斗式提升機經(jīng)三通溜子分別送入倉內(nèi)存放待用,。石灰,、石膏粒分別經(jīng)各自調(diào)速皮帶秤按一定比例給料,通過各自下料溜子進(jìn)入球磨機內(nèi)進(jìn)行混合磨細(xì),,當(dāng)混合料細(xì)度達(dá)到3500-4000cm²/g后,,經(jīng)斗提送入膠結(jié)倉中儲存待用,。
③、經(jīng)過計量后的灰漿,、膠結(jié)料,、水泥按配比順序加入澆注攪拌機內(nèi)開始混合攪拌,攪拌時根據(jù)工藝要求向攪拌機內(nèi)通入一定量蒸汽,,使攪拌機內(nèi)料漿溫度達(dá)到40-45℃左右,,攪拌時間約3-4min,打開鋁粉膏攪拌機下閥,,使之流入澆注攪拌機內(nèi)并混合攪拌,,攪拌時間不超過40s,然后將料漿澆注入模具,,整個周期大約6min,。
④、澆注完畢后進(jìn)行氣泡梳理,,再將模具轉(zhuǎn)移至靜養(yǎng)區(qū)內(nèi)發(fā)氣初凝,,靜養(yǎng)室溫度約40-45℃,靜停120-150min,,達(dá)到切割強度后,,拉出靜養(yǎng)室。
⑤,、靜停達(dá)到切割要求后模具轉(zhuǎn)移至切割區(qū),,由翻轉(zhuǎn)機構(gòu)拆卸分離模具并將坯體翻轉(zhuǎn)90度放置在小車上。小車裝置運送坯體經(jīng)過縱切,、橫切等工序?qū)崿F(xiàn)坯體六面切割達(dá)到設(shè)定規(guī)格(長±1mm,、寬±1mm、高±1mm),。切割工序完成后,,由去廢皮裝置將坯體連同側(cè)板翻轉(zhuǎn)-90度,去皮裝置由上而下運動,,將廢料刮去,翻轉(zhuǎn)液壓系統(tǒng)啟動翻回初始位置,,半成品吊具將坯體連同側(cè)板吊至釜前蒸養(yǎng)小車上,。
⑥、坯體經(jīng)小車運輸至蒸壓釜進(jìn)行高溫,、高壓蒸壓,。蒸壓釜內(nèi)的尾氣經(jīng)管道送至靜養(yǎng)室或者回收到鍋爐房預(yù)熱水。
⑦,、蒸養(yǎng)完成后的坯體分垛擺放,,分離的模具體由小車運輸至合模區(qū)清洗合模后循環(huán)使用,。
⑧、生產(chǎn)過程中產(chǎn)生的廢水,、廢料回收后經(jīng)廢料攪拌機制成廢料漿,。廢料漿儲存后 可以與原料配合二次使用。
五,、東岳機械集團工程師設(shè)計的加氣混凝土砌塊廠效果圖
六,、加氣砌塊樣板線實例展示

加氣磚樣品

越南工廠圖片

印尼工廠圖片

東岳機械集團公司樣板線圖片
集團公司地址: 山東省臨沂市沂南縣磚埠鎮(zhèn)東岳產(chǎn)業(yè)園
臨沂辦事處地址;臨沂市通達(dá)路8號昌隆國際8樓
公司銷售電話: 0539-3628888
公司傳真: 0539--3803888









